Как да изберем заваръчна машина за алуминий
Дори опитни заварчици, за пръв път срещащи алуминиево съединяване по ръчна дъга, често изпитват чувство на неудовлетвореност от качеството на заваряване. Ако трябва да работите редовно с такъв "настроен" метал, тогава нашата статия ще ви помогне да изберете машина за заваряване на алуминий, която ще създаде висококачествени плътни шевове.

Характеристики и трудности при заваряването на алуминий
Алуминиевото заваряване може да е необходимо за запечатване на пукнатина в коритото на двигателното масло или в кутията на скоростната кутия. Често замразеният блок на охладителната риза на двигателя се поправя по този начин. Устройствата за заваряване на алуминий са в търсенето в химическата и хранително-вкусовата промишленост, производството на контейнери, колектори, филтри и други продукти.
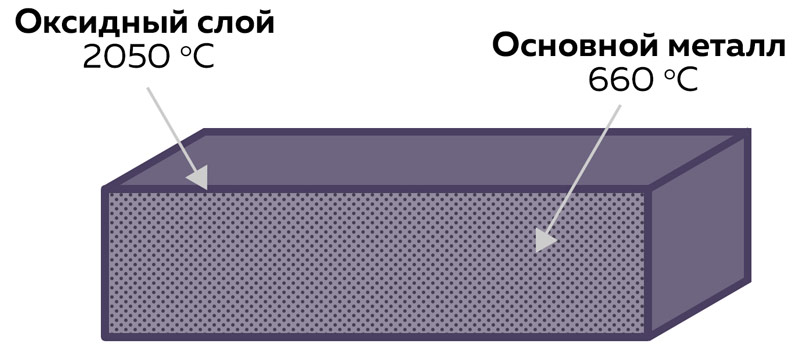
Но алуминият и неговите сплави AlMn, AlSi, AlMg са по-лошо заварени поради основната характеристика - наличието на огнеупорен слой оксид на повърхността. Точката на топене му е 2044 градуса, докато металът под него тече след 660 градуса. Това е основният проблем, тъй като малка сила на тока не е в състояние да стопи външния слой, а металът на пълнежа лежи на повърхността. Голям ток води до изгаряния. Следователно класическите технологии за заваряване на алуминий не са подходящи.
Сред другите трудности при работата с този метал са следните:
- Малка разлика между температурата на топене и втвърдяването. Алуминият става течен при 660 градуса. Но ако му се остави да се охлади само 15-20 ° C, той вече започва да кристализира. Необходим е алуминиев апарат за заваряване, който може да поддържа работен ток в такъв диапазон, че да може да се образува шев.
- Повишена топлопроводимост. Топлината се разпространява през алуминия 5 пъти по-бързо от меката стомана. Заваръчният басейн се охлажда бързо и частта може значително да се изкриви върху голяма площ, дори от малък шев.
- Запазване на цвета в разтопена форма. Когато заварявате черни метали, заварчикът лесно контролира състоянието на заварения басейн и количеството на доставения пълнител, тъй като става ослепително бял, за разлика от червената шлака. Алуминият не променя цвета си в течна форма и за заварчика е по-трудно визуално да разбере как се образува шев.
- Повишено свиване. След охлаждане отложените метални ролки могат да провиснат значително, което образува ями в шева и ще се наложи повторно напластяване отгоре.
- Взаимодействие с околната среда. При контакт с околния въздух, алуминият изпарява водорода, което води до големи пори в заваръчната структура. Налягането на вода или друга течност няма да издържи на такава връзка. Необходимо е да се предпази заваръчният басейн от външни газове.
- Повишена течливост. В разтопено състояние алуминият е подобен на водата - по-трудно е да се насочва течен метал с горелка, особено при поддържане на шев в наклонена равнина. Това води и до ускоряване чрез изгаряния.
Първите шевове за начинаещи алуминиеви заварчици винаги са лоши. Постепенно проблемът се решава чрез обучение на практика. Но първостепенното значение играе правилният избор на заваръчна машина, предназначена за свързване на алуминий.
Коя машина е най-подходяща за заваряване на алуминий
Тъй като на пазара съществуват покрити електроди с алуминиева сърцевина, изглежда, че най-евтиният начин за заваряване на този метал е ръчно дъгово заваряване с инвертор. Но в действителност MMA заваряването на алуминий ще ви позволи само да свържете двете страни на метала с капчиците на добавката, наслоени отгоре.
Тук няма да работи траен и стегнат шев.За добра връзка ще ви е необходима заваръчна машина за заваряване на алуминий с режими MIG или TIG. Всеки от тях има свои собствени характеристики, които трябва да се имат предвид при избора.
Използване на MIG / MAG заваръчни апарати за алуминий
MIG заваряване е използването на полуавтоматични устройства, при които заваръчната тел непрекъснато се подава през канала директно в горелката. Вторият кабел със щипка е прикрепен директно към продукта. Закъсването на жицата до повърхността на детайла води до възбуждане на електрическа дъга. Успоредно с това, газът от дюзата изолира заварения басейн от външната среда.


Goodies
- висока скорост на заваряване;
- добра видимост на случващото се в заварения басейн;
- втората ръка на заварчика е свободна да поддържа детайла или да стои на височина;
- Можете да създавате непрекъснати дълги шевове;
- след края на процеса няма шлакова кора.

минуси
- Високата цена на самото оборудване. Все още има допълнителни разходи за екраниране на газ (смес от аргон и въглероден диоксид).
- Алуминиевият тел за пълнене е тънък и гъвкав, така че е много „ходещ“ и заварчика е по-трудно да го ръководи.
- Ако често се изисква редуване на заваряване на черни метали и алуминий с едно полуавтоматично устройство, тогава смяната на стоманения канал в факела към тефлоновия отнема много време.
- Шевът от полуавтоматично устройство върху алуминий е разнороден по ширина. Ако е разположен от предната страна на детайла, тогава е необходимо последващо механично отстраняване.
Какви функции трябва да имат полуавтоматичните устройства за алуминий?
Можете да свържете алуминий не с никакви полуавтоматични устройства. Заваръчното оборудване трябва да има следните функции:
Горещ старт. Тази функция се нарича "Hot Start", защото ви позволява да наложите висококачествен шев от първите милиметри на връзката. За да направите това, на проводника се поддържа висока скорост на празен ход (80-90 V), а токът първо се подава малко над основния.
За алуминия това е полезно за бързо нагряване на повърхността и разрушаване на оксида. Поради този ефект шевът започва да се оформя веднага, без да залепва добавъчните ролки отгоре. На професионални устройства можете да коригирате настройката на „Hot Start“, за да определите колко ще е горещо.
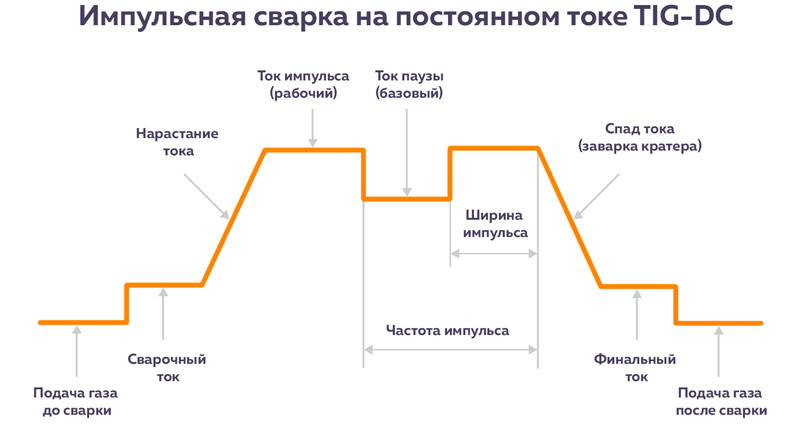
Pulse. Тази функция не произвежда равномерен ток, а допринася за нейното редуване. Резултатът е амплитудата, при която токът се покачва до работния импулс, а след това пауза с упадък. В момента на пиково напрежение оксидът се стопява и по време на периода на пауза се осигурява тихо сливане на металния пълнител с минимално количество спрей.
На професионални полуавтоматични устройства можете да регулирате честотата на импулса и дължината му, което ви позволява да регулирате заваряването в зависимост от дебелината на алуминия и вида на сплавта. Функцията е подходяща особено за тънки метали, за да се избегне прегряване на повърхността и образуване на проходни отвори.
Дабъл пулс. Удвоява предишния ефект. В допълнение към амплитудата, редуваща се между основния и основния ток, има колебателно увеличение и намаляване на пиковия ток. Подобна функция допълнително подобрява качеството на заваряването на алуминий до капенето на метал. Минималното влагане на топлина предотвратява прегряването на детайла и неговото деформиране. Шевовете са тънки, но дълбоки, а скоростта на заваряване се увеличава.
Използването на TIG машини за заваряване на алуминий
TIG заваряването на алуминий се извършва с помощта на инвертор, който произвежда променлив ток.
Заварчикът има горелка с волфрамов електрод в едната ръка. Докосването й по повърхността на частта, към която е свързана масата, води до образуването на електрическа дъга. Волфрамът не се топи, така че дължината на електрода не се променя. За заваряване на алуминий се използва кръгла форма на заточване на пръта.
Във втората ръка на заварчика в заварения басейн се подава тел за пълнене, за да се увеличи височината на шева и да се даде здравина на връзката. Защитният газ от аргон изтича от горелката, предотвратявайки контакт с външен въздух.

Предимства на TIG за заваряване на алуминий
- шевът е стегнат и стегнат;
- не се изисква обработка;
- в структурата няма пори;
- могат да се направят тесни шевове с ширина 2-3 мм.
Минуси TIG за заваряване на алуминий
- увеличена консумация на средства за пълнене тел и газ;
- ниска скорост на заваряване;
- висока цена на оборудването;
- могат да се създават само къси шевове;
- иглата бързо се напръсква и формата й трябва да се коригира;
- при заваряване на листов алуминий с дебелина 1-2 мм е необходима подложка, която да предотврати потапяне в нагрятия метал.

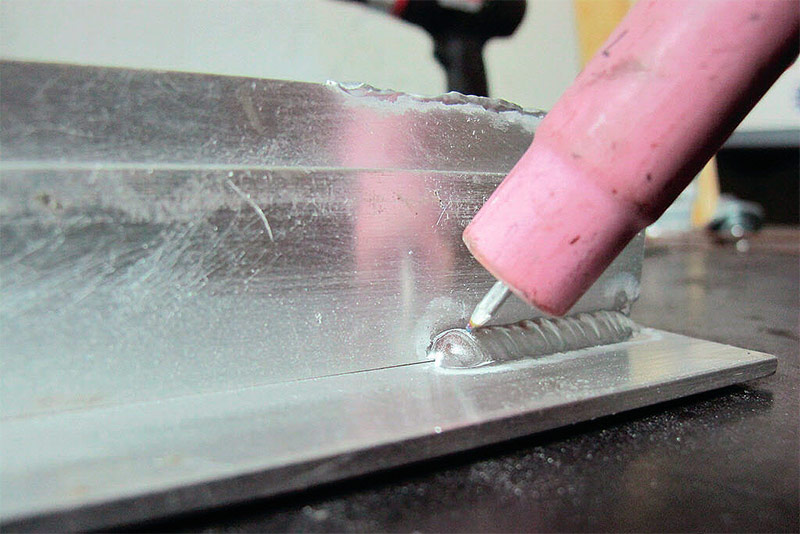
Качеството на шевовете, които могат да бъдат получени при заваряване на алуминий с помощта на TIG заваряване.
Какви функции трябва да имат TIG инверторите за алуминий?
Въпреки че всеки инвертор може да бъде оборудван с факел за TIG заваряване, е възможно да се свърже алуминий с висококачествен метод на аргонова дъга само ако са налични следните функции:
Pulse. Той играе същата роля като в полуавтоматичното устройство. Намалява влагането на топлина и предотвратява изгарянето на течен материал. Професионалните устройства поддържат настройката на импулсната вълна. Квадратната вълна дава дълбоко проникване и висока скорост на процеса. Триъгълният улеснява заваряването на тънки листове от алуминий с минимален топлопренос. Закръглената вълна улеснява контрола на заварения басейн за равномерно проникване на критични фуги. Sinusoidal дава мека дъга с широк захват на заваръчния басейн, но не и дълбоко проникване.
Пред и след газ. Започва за 2 s предварително продухване на екраниращия газ, за да измести околния въздух от точката на започване на заваряването. Той доставя аргон след прекъсване на дъгата за 3-10 секунди, което позволява на заварения басейн да кристализира нормално без кислород.
Превключване към променлив ток. TIG заваряване с инвертор е възможно само на променлив ток. За целта е задължително обозначението на устройството да бъде маркирано AC / DC.
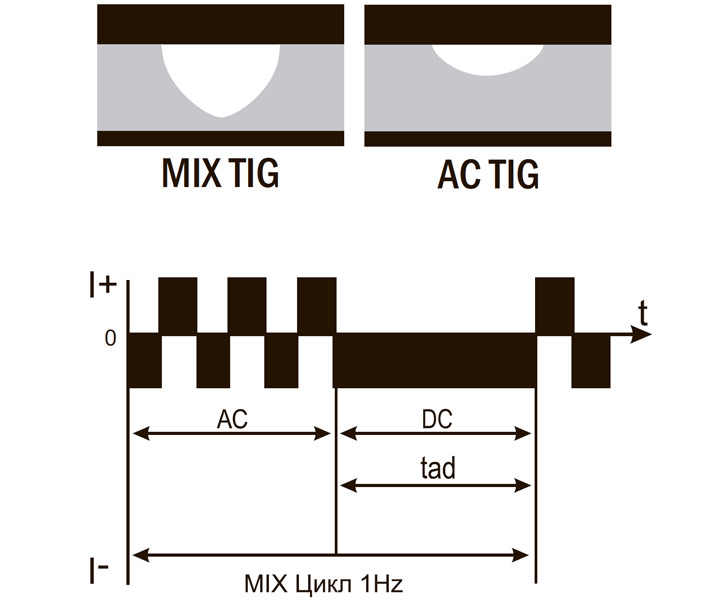
СМЕСКА ТИГ. Този режим редува ефекта върху материала на постоянен и променлив ток. Първо, AC влиза в експлоатация, което разрушава оксидния филм по своята честота. Тогава той се заменя с постоянен ток, осигуряващ дълбоко проникване с равномерно разпределение на пълнежния метал. Тази функция е особено практична, когато искате да свържете алуминий с дебелина 2 и 7 мм един към друг.
Корекция на баланса. Позволява ви да зададете честотата на автоматичната смяна на полярността на напрежението, която, ако е положителна, удължава живота на волфрамовия електрод и увеличава дълбочината на проникване, а ако индикаторът е отрицателен, намалява влагането на топлина и предпазва от изгаряния и деформации.
След като сте проучили изискванията за алуминиевите заваръчни машини, можете лесно да изберете заваръчно оборудване за вашата работилница, сервиз или гараж.








