Заваряване с аргонова дъга: принципът на работа, как да изберем, най-добрите машини
За разлика от метода MMA, аргоновото заваряване ви позволява да създавате по-точни шевове, които не се нуждаят от почистване. Дори този метод може да свърже до осем вида метали. Нашата статия ще ви помогне да изберете заваръчна машина за аргонно-дъгово заваряване, така че да е подходяща за вашите нужди, и ще покаже рейтинга на вече тествани модели, които имат положителни отзиви, както и заварчици като техните характеристики.

Изборът на стоки се основава на отзивите, мненията и оценките на потребителите, публикувани в различни ресурси в Интернет. Цялата информация е взета от открити източници. Ние не си сътрудничим с производители и търговски марки и не призоваваме за закупуване на определени продукти. Статията е само с информационна цел.
Принципът на работа на аргоновата дъгова заварка
В международното наименование методът аргон-дъга има съкращението TIG. Активно се използва в производството и в работилниците. С него се свързват напукани части за автомобили (маслени смукатели, блокове за охлаждане на двигателя), събират се контейнери за хранителната и химическата промишленост, правят се кърпи от неръждаема стомана, колектори, филтри за течности и др. В гаража такова устройство може успешно да извършва ремонти на каросерии или да произвежда малки продукти.
Принципът на аргоновото заваряване е свързването на металите с електрическа дъга в инертна газова среда. За процеса се нуждаете от източник на ток, който понижава напрежението и увеличава силата на тока. Токът се подава към горелка, оборудвана с волфрамов електрод. Той не е консумативен, така че заварчика е по-лесно да контролира дължината на дъгата, която трябва да бъде 2-5 мм. Масовият кабел се свързва към продукта.
Докосването на края на волфрамовата игла до частта възбужда електрическа дъга. Тънките стави не изискват странични вибрации - електродът протича гладко, отдясно на ляво по линията на шева, повърхността на ставата е гладка като огледало. Ако между частите има празнина или е необходимо да се разширят границите на шева, тогава при водене на факела заварчикът прави малки вибрации отстрани, разтягайки заваръчния басейн. Това допринася за образуването на малки люспи.

Процес на заваряване с аргонова дъга.
Температурата на дъгата варира от 2000 до 5000 градуса, в зависимост от силата на тока. Това позволява да разтопите краищата на метала и да го свържете с тънък шев. За укрепване на дизайна се използва тел за пълнене, който се подава от втората ръка на заварчика в заварения басейн. Така че можете да увеличите височината на валяка, да придадете на шева люспеста форма и дори да извършите метална повърхност за последваща обработка (набраздяване на струг, шлайфане).
Инертният газов аргон се използва за защита на заварения басейн от външната среда. Подава се от цилиндъра към горелката и измества обикновен въздух. Това елиминира образуването на пори в структурата на заварката. Връзката е плътна и трайна. Паралелно защитният газ охлажда волфрамовия електрод и керамичния накрайник, така че да не се прегряват. На последния етап, когато дъгата се гаси, аргонът помага за втвърдяване на шева.
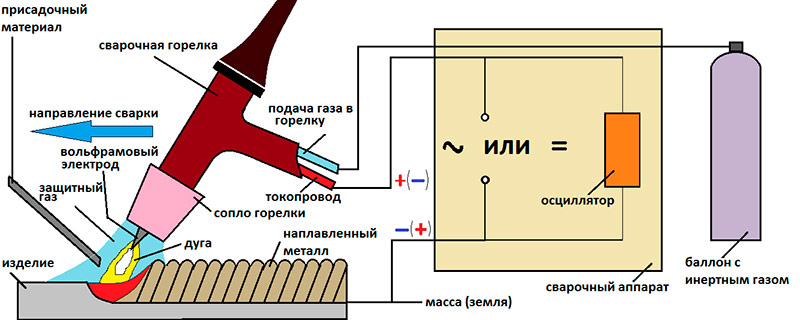
Схема на процеса на заваряване на аргонова дъга.
Плюсове и минуси на метода TIG
Методът TIG има ясни предимства пред другите методи за заваряване, но работата с машина за заваряване с аргон има няколко недостатъка, за които трябва да сте подготвени, когато избирате този метод на заваряване.

Предимства на метода TIG
- локалното нагряване елиминира сериозната деформация на продукта;
- тънка волфрамова игла ви позволява да създавате тесни, спретнати шевове;
- възможно е да се проведе заваряване с и без добавка, влияеща на височината на валяка;
- връзката се получава без шлакова кора отгоре;
- в повечето случаи няма последващи
- механична обработка;
неръждаема стомана и цветни метали могат да бъдат заварени; - шевовете са стегнати и издържат на високо налягане;
- няма метален разпръсквач, залепващ върху повърхността.

Минуси на метода TIG
- скоростта на връзката е по-ниска от MIG;
- капачката на горелката пречи на работата на трудно достъпни места;
- керамичната дюза леко ограничава видимостта на заварения басейн;
- качеството на шева зависи от уменията на потребителя (веднага вземете и гответе, тъй като не работи полуавтоматично);
- необходимо е постоянно да захранвате добавката с втора ръка и да контролирате нейната дължина (при заваряване дължината на жицата бързо се намалява, а дългите парчета са неудобни за държане в ръцете ви
- докато „ходят“);
- волфрамовите електроди са по-скъпи от покритите;
- допълнителни разходи за аргон;
- невъзможно е да заварявате части на улица с силни ветрове (аргонът се издухва и заваръчният басейн остава незащитен).
Как да изберем необходимото за работа оборудване
Оборудването за заваряване на аргонова дъга трябва да бъде избрано въз основа на предстоящите задачи и техните обеми. В противен случай можете да си купите твърде слаба единица или обратно, да преплатите за потенциала, който остава неизползван. Първо, нека поговорим за избора на източник на ток.
Как да изберем заваръчна машина за TIG заваряване
Аргоновата заваръчна машина е инвертор, свързан към мрежа 220 или 380 V, който няколко пъти преобразува ток от променлив в директен, увеличавайки честотата му. Вътре се използват няколко трансформатора, диодни мостове и платка за ключове. Всичко това допринася за ниско тегло от 4-30 кг и висококачествен шев.
Ако имате нужда от машина за заваряване в гараж, тогава изберете модел от 220 V. За производството е оптимално до 380 V. Тегло от 4-8 кг е полезно при пътуване и работа на височина, както и с обемни конструкции. При стационарна употреба теглото няма значение. Обърнете внимание на следните параметри и опции на оборудването, когато избирате инвертор за заваряване на аргон.

Апарат за заваряване на аргон и необходимо оборудване.
Вид метал и заваръчен ток
Инверторът извежда постоянен ток на изхода. Това позволява отлично заваряване на черни стомани, неръждаема стомана, чугун, мед и дори титанови сплави.
Ако вашата работилница работи само с тези метали, тогава изберете всяко аргоново устройство с DC стойност.
Но да свържете алуминия и неговите сплави с такова устройство няма да работи. Трудността представлява оксиден филм, който има точка на топене над 2000 градуса, въпреки че самият метал става течен след 660 градуса. За заваряване на алуминий е необходим универсален AC / DC инвертор, който може да се превключва на променлив ток. Поради това оксидът на повърхността лесно се разрушава, а основният метал не се изгаря от високата температура на дъгата.
Ако имате сервиз или дейност, свързана с алуминиеви контейнери, тогава потърсете аргонов апарат с обозначението AC / DC.
| Постоянен ток | Променлив ток |
|---|---|
| Различни видове стомани | алуминий |
| Неръждаема стомана | Магнезиеви сплави |
| Чугун | - |
| мед | - |
| Титанови сплави | - |
Диапазон на заваръчния ток
Текущият диапазон на якост (A) определя колко дебели ще работят детайлите. Тук са важни както горните, така и долните показатели. Средната изчислена стойност е 35 A за всеки 1 mm дебелина на метала. Например, ако заварявате тръби и профили, чието сечение на стената не надвишава 2 мм, тогава ще е достатъчно 70 А. Устройство за аргон с максимална стойност 160 А ще покрие всички изисквания за заваряване на детайли с дебелина до 4 мм. Когато е необходимо да съедините детайли от 5-7 мм с аргоново заваряване, тогава изберете инвертор с максимум 200-250 А.
Минималната стойност, до която може да се понижи токът, влияе върху способността за заваряване на тънък метал. Например, има аргонови устройства с долен праг от 5 А. Това е достатъчно, за да се вари калай с напречно сечение 0,6 мм. Моделите с по-ниска скорост 20-30 A не са в състояние на това.
| Вид метал | Дебелина на метала mm | Текущ тип | Ток ¸ A |
|---|---|---|---|
| Стоманени сплави | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| алуминий | 1-2 | променлив ток | 20-60 |
| 4-6 | променлив ток | 120-180 | |
| 6-10 | променлив ток | 220-230 | |
| 11-15 | променлив ток | 280-360 |
Импулсен режим
Изборът на аргонов апарат с такава функция е необходим за още по-добро заваряване на тънки метали. Импулсният режим включва променлив ток на заваряване и пауза. Това намалява влагането на топлина, напълно елиминира деформацията и изкривяването на частта. Честотата на смяна на импулса може да се регулира, което определя скоростта на заваряване. Този режим се изисква и при комбиниране на алуминий, тъй като силен ток разрушава оксида, а намаляването на мощността по време на пауза предотвратява изгарянето на основния метал.
Интензивност на употреба (продължителност на включването)
По друг начин този параметър се нарича продължителността на включването и се посочва като процент. Например с 40% PV аргонов апарат 4 от десет минути ще работят. Ако го използвате по-често, той ще прегрее и защитата ще работи. Оборудването ще се изключи насила, докато не се охлади напълно. Когато има много подготвителни процеси в работата, събличане, рязане на заготовки, тогава е достатъчен PV от 40%. Инверторът ще има време да се охлади по време на такива паузи. Ако заварчикът работи непрекъснато и всички подготвителни процеси се извършват от други, тогава е необходим по-продуктивен апарат с PV стойност 80 или 100%. Тогава работата няма да бъде бездействаща.
Но продължителността на превключване се измерва при максимален ток, така че моделът има 300 А с 60% PV, с намаляване на заваръчния ток до 200 A, PV ще бъде 100%. Така че при определяне на интензивността на използване, все още си струва да се обмисли какъв работен ток е необходим за ежедневните задачи.
Допълнителни функции
Машините за заваряване на дъгови аргони могат да бъдат оборудвани с някои функции, които улесняват процеса или повишават качеството на шева. Разбира се, колкото по-широки са възможностите на оборудването, толкова по-скъпо е, така че трябва да помислите колко е необходима всяка функция в конкретен случай.
Ето най-често срещаните:
- Време за прочистване на газ. В апарата можете да регулирате времето за предварителна и след пречистване с аргон. В началото на процеса това помага за отстраняване на околния въздух от зоната на възбуждане на дъгата. В крайна сметка това помага за кристализиране на заваръчния басейн и охлаждане на електрода. Колкото по-дълго металът се охлажда, например алуминият, толкова по-дълго трябва да бъде продухването (до 7 s).
- Високочестотно запалване. Всеки инвертор може да бъде оборудван с факелна клапа, така че да може да извършва TIG заваряване. Но за да възбудите дъгата, трябва да докоснете върха на електрода върху продукта, към който е свързана масата. При модели с високочестотно запалване се използва осцилатор, който пробива напрежение до 10 мм чрез напрежение на въздуха. Това помага да започнете заваряване, без да докосвате, просто като повдигнете факела. На повърхността на продукта има по-малко маркировки и електродът трябва да се заточва по-рядко.
- Кратерно заваряване. Това е постепенно намаляване на амплитудата на заваръчния ток, което помага да се елиминира точка на "заключването" на шева. Такава функция е важна при заваряване на тръби и контейнери под вода и други течности, както и при работа с тънки листове от 0,6-1,0 мм.
- Водно охлаждане. В устройства за заваряване на аргон може да се монтира помпа, която изпомпва антифриз през кабелния канал към горелката. Това допринася за ускореното отделяне на топлина от керамичния накрайник и електрод, удължавайки времето на непрекъсната работа. Функцията е необходима там, където се използват високи токове 250-400 A и е необходима непрекъсната работа на оборудването.
Допълнително оборудване, необходимо за работа
За заваряване с аргонова дъга, в допълнение към източника на ток, ще ви е необходим кабел с факел. Най-често се предлага в комплект с оборудване, но с премиум модели EWM, Lincoln Electric и други може да се продава отделно.
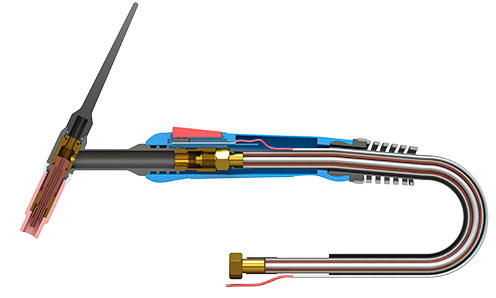
Секционна горелка за заваряване с аргоново дъго.
Горелките са от клапан тип (подаването на газ се отваря от клапана на горелката) и с управление на бутона (натискане на бутона на горелката започва газ и ток). Дължината на втулката 2-5 m се избира в зависимост от необходимата мобилност на заварчика и размера на сглобените конструкции.

Факел за аргонова дъгова заварка от клапан.

Факел за аргонно-дъгово заваряване с управление с бутон.
За заваряване е необходим инертен газов цилиндър. Ако трябва да работите периодично, тогава е достатъчно да си купите 10-литров цилиндър, който не заема много място и е лесен за вземане в багажника за зареждане. Същият вариант е практичен при пътуване. При постоянна стационарна активност в цеха или в производството се избира голям 150-литров цилиндър.

Инертна газова бутилка за заваряване с аргонова дъга.
Цилиндърът се нуждае от редуктор с манометри с високо и ниско налягане, както и маркуч, свързващ цилиндъра към инвертора. Използвайки манометър за високо налягане, заварчикът следи остатъка от газа и с нисък задава скоростта на потока на аргон в горелката.

Редуктор на манометър и маркуч.
За заваряване са необходими волфрамови електроди. Те се предлагат със син, златист, червен или зелен връх за различни видове метали. Най-универсалният е синият цвят на върха. Диаметърът на електрода 1.6-4.0 mm се избира в зависимост от изискванията за ширината на шева, дълбочината на топене и максималната сила на тока.

Електроди за заваряване на аргонова дъга.
Заваряването с аргон може да се извърши без добавка, ако частите са плътно поставени заедно, а конструкцията няма силно механично натоварване. В други случаи се използва тел за пълнене от същия материал като основния метал, който се заварява.

Тел за пълнене за аргонова дъгова заварка.
Video. Какво е заваряване на аргон и как да изберем устройство за заваряване на аргонова дъга
Най-добрите машини за заваряване на аргон
Разглеждайки критериите за избор на оборудване за аргоново заваряване, се обръщаме към конкретни модели, които са получили положителни отзиви от заварчици.
Най-добрите заваръчни машини за аргон DC
За заваряване на черни метали, неръждаема стомана и мед се използват инвертори, които произвеждат постоянен ток. Ето класация на най-добрите модели от тази категория.
RESANTA SAI-230 HELL (TIG, MMA)
На първо място е инверторът Resanta SAI-230. Апаратът с аргон е в състояние да работи от мрежа от 170-242 V и произвежда постоянен ток от 10-230 А. При максимална производителност, времето за работа е 70%, което позволява да се използва не само за битови нужди. В допълнение към TIG заваряване, оборудването поддържа MMA режим, за който има превключвател на предния панел. Това е удобно, когато се изисква редуване на чиста аргонова заварка и рязане с покрити електроди. Моделът тежи 11 кг. Поставят се фенерче и заземен кабел. Производителят издава 2 години гаранция за него.

Плюсове RESAI SAI-230 HELL (TIG, MMA)
- Висока мощност 230 A за проникване 6 мм.
- Раменна каишка за носене.
- Безконтактно запалване при използване на горелка с осцилатор (има конектор за свързване на контрола от горелката);
- Токът пада до 10 A за заваряване на листов материал 0.8 mm.
- Корпусът от желязо издържа дълго време на тежките условия на строителство.
- Атрактивна цена.
- Надеждни конектори.
Минуси RESAUT SAI-230 HELL (TIG, MMA)
- Няма дисплей за визуален контрол на настройките.
- Демонтирайте корпуса за издухване на прах за дълго време.
- Няма твърда дръжка, която да пренареди устройството на място.
- Когато работите във влажна стая, транзисторите бързо се влошават.
- Съдейки по прегледите, заварчиците нямат достатъчно дължина на кабела.
Заключение. Това устройство за аргонно-дъгово заваряване се отличава с наличието на втори „обрат“ за регулиране на индуктивността на дъгата. Това ви позволява да контролирате дълбочината на проникване и височината на заваръчния крак. Функцията е полезна за заваряване на критични конструкции, особено ъглови и тройни фуги.
Svarog REAL TIG 200 W223
По-нататък в класацията е аргонов инвертор от Сварог. Устройството е изработено в железен корпус и има дисплей за фино регулиране на силата на тока.Съединителите на предния панел са проектирани за свързване на факел с управление с бутон на подаване на газ и напрежение. Отделен превключвател, можете да изберете MMA или TIG режим. Инверторът може да работи от електрическа мрежа с намален индикатор 160 V. Диапазонът на регулиране на заваръчния ток е 10-200 A. Най-много PV е 60%. Оборудването тежи 7 кг и е с размери 42х16х31 см. Предвидено е въздушно охлаждане. Моделът поддържа работа с електроди с диаметър 1,6-3,2 мм.

Плюсове Svarog ИСТИНСКИ TIG 200 W223
- Има цифров екран за прецизна настройка на броя ампери.
- Металните ъгли на тялото са покрити с гума.
- Проектиран за свързване на горелка с пълно управление на бутоните.
- Има дръжка за придвижване на място.
- Компактните размери 42x16x31 cm опростяват транспортирането и съхранението.
- Ниска мощност 4,83 kW позволява заваряване на аргон от газов генератор.
- Безопасно напрежение в отворена верига 56 V.
- Без пръскане при заваряване.
Минуси Svarog ИСТИНСКИ TIG 200 W223
- Бутонът за захранване се показва отзад, което не е удобно за всички заварчици.
- Функциите „горещ старт“ и „анти-стик“ в режим MMA не работят на практика (само маркетингов ход).
- Не се коригира предварителното подаване на газ.
- Лека горелка на външен вид.
Заключение. Тази аргоно-дъгова заваръчна машина се отличава с наличието на регулиране на времето за продухване след газове. Функцията е полезна при работа с чугун и мед, за да се осигури постепенно охлаждане и да се предотврати реакцията с въглерод, което създава пори. Интервалът на прочистване е регулируем от 2 до 10 секунди. Производителят дава и 5-годишна гаранция за това устройство, което потребителите харесват в рецензиите.
Quattro Elementi B 225 (TIG, MMA)
Тази категория се попълва от стоки от италианския производител. Машината за заваряване на аргон е предназначена за свързване на метали с дебелина до 6 мм. Той има диапазон на работен ток от 10-225 А. Когато е свързан към мрежа, той консумира 7,8 кВт. Допуска се използването на електроди с размери 1,6-5,0 mm. Можете да преминете към MMA режим, който се допълва от функциите на "Анти-стик" и "Горещ старт". Времето за включване е 80% тук, но ако намалите силата на тока от 225 на 180 A, тогава индикаторът става 100%. За мощност, напрежение 170-260 V.

Плюсове на Quattro Elementi B 225 (TIG, MMA)
- Има бримки за закрепване на презрамка.
- Два MMA режима и
- Цифров екран за точна настройка на тока.
- Режими за превключване с бутон.
- Токът може да бъде намален до 10, за да заварява ламарина 0.6-1.0 мм.
- При сила на тока от 180 A, PV е 100%.
- Ако напрежението падне, готвенето на "две" ще работи така или иначе.
- Всички параметри съответстват на декларираното.
Минуси Quattro Elementi B 225 (TIG, MMA)
- Издърпва много прах в тялото.
- Предлагат се само вентилни горелки.
- Бутонът за захранване е разположен на гърба.
- Необходимо е да се закупи горелка за аргон - включени са само кабелът и държачът за RDS.
Заключение. Въпреки че този инвертор е способен да готви аргон само с горелка на клапана, особено лесно е да се докосне дъгата, тъй като напрежението в отворена верига е 85 V. Устройството за аргон също се разпределя с тегло от 5,5 кг, което го прави по-подходящ за носене на рамото по време на работа на голяма надморска височина или заваряване по протежение на дълга конструкция.
Най-добрият универсален апарат за аргонова дъгова заварка DC / AC
Ако периодично трябва да заварявате алуминий, тогава изберете устройства с възможност за превключване на постоянен ток на променлив ток. Такава функция е посочена в името с обозначението AC / DC. Ето най-добрите модели в тази категория.
Aurora PRO INTER TIG 200 AC / DC PULSE
Това е китайски аргонов апарат с висококачествен монтаж. Моделът се захранва от еднофазна мрежа и произвежда 5-200 А. Снабден е с кабели с напречно сечение DX50. Напрежението в отворената верига е 44 V. Има въздушно охлаждане. PV максимално достига 60%. Устройството може да работи при температура на околната среда от -20 до +50 градуса.Цялото електрическо окабеляване е направено с изолационен клас F. Като опция дистанционното управление може да бъде свързано.

Плюсове Aurora PRO INTER TIG 200 AC / DC PULSE
- Голям корпус с множество отвори за охлаждане.
- Висококачествен монтаж.
- Готви добре неръждаема стомана и мед.
- Почти няма прекъсване на мрежовото напрежение.
- Има две твърди дръжки за транспортиране.
- Многобройни настройки за увеличаване и колебание на силата на тока.
- Ниско натоварване в мрежата 4,5 kW.
- Безконтактно запалване на електрода.
Минуси Aurora PRO INTER TIG 200 AC / DC PULSE
- За промяна на теглото от 20 кг са необходими усилия.
- Не винаги е лесно да намерите място, което да поставите в малък гараж
- В режим на MMA следвключител не работи.
- Всички допълнителни функции не се показват на екрана - сляпо регулиране.
- Включена е само една капачка на горелката.
- Без функция за варене на кратери.
Заключение. Инверторът за заваряване на аргон се отличава с наличието на 4T режим. Това ви позволява да включите заваряването и да не държите бутона натиснат на факела. Режимът е практичен за дълги шевове по време на заваряване на фланци или производство на контейнери. Друг производител осигурява горелка с пакет от 4 м маркуч, което е полезно при създаване на големи конструкции. Функцията импулс помага за свързване на тънки листове от неръждаема стомана и алуминий, без да се изкривява.
BRIMA TIG-200P AC / DC
Друг достоен продукт от немски производител. Устройството за аргон е сглобено в Китай, но съдейки по отзивите, то е просто и надеждно като щурмова пушка АК-47. Инверторът генерира сила на тока 10-200 A, докато консумира 5 kW. Подходящ за свързване към еднофазна мрежа. PV при максимален ток достига 60%. Професионалният модел е с въздушно охлаждане. На празен ход - 56 V. Той е оборудван с горелка с волфрамов електрод и безконтактно запалване.

Плюсове на BRIMA TIG-200P AC / DC
- Съединители за професионални горелки с безконтактно запалване.
- Трудни дръжки.
- Дигитален дисплей
- Защита от претоварване и прегряване.
- Поддържа два режима на заваряване TIG и MMA.
- Има настройки за формирането на дъгата.
- Ниско натоварване в мрежата от 5 kW.
- Нисък шум.
Минуси BRIMA TIG-200P AC / DC
- Тегло 25 кг затруднява транспортирането.
- Големи размери 50x35x36 cm.
- Ако защитата е работила, тя няма да се включи за 30 минути (всички работи спират).
- Слаб заземен терминал - може да изгори след 2 месеца активна употреба.
- "Отрицателен" кабел с дължина 2 м.
Заключение. Този инвертор има множество възможности за персонализиране, които ще бъдат полезни за професионален заварчик в работилница или работилница. Времето за предварително продухване на газа е зададено от 0 до 2 s. Postgas може да бъде от 2 до 10 s. Заварчикът избира дължината и честотата на пулса. В края на заваряването можете да изберете стойност за намаляване на тока с 10 A, за да избегнете фистула в "ключалката". Всичко това е подходящо за производството на критични конструкции, които впоследствие дори преминават проверка от дефектоскоп.
Характеристики на заваряване на различни метали
Когато аргон заваряване на всякакъв материал, трябва да научите няколко правила. Пропастта между електрода и повърхността трябва да бъде 2-5 мм. Дръжте горелката под ъгъл от 45 градуса. Обикновено се държи с дясната ръка, а с лявата се подава тел за пълнене. Не докосвайте края на иглата с добавката - електродът ще се замърси, дъгата ще се влоши, волфрамът може да йонизира в заваръчния басейн. Добавката се доставя за посрещане на горелката. Образувания шев трябва да бъде оставен отзад, а горещият газ трябва да изтича до все още несвързаните страни на детайла.
При заваряване на някои метали има допълнителни правила, които трябва да знае начинаещият аргондър.
алуминий
Тук бариерата е огнеупорен оксид отгоре. За да го унищожите, използвайте променлив ток с обратна полярност. Това допринася за нагряването на повърхността без прегряване на електрода. Променливото напрежение редува процеса, предотвратявайки прекомерното разтопяване на детайла, за да се образува прегаряне. Особено полезна е функцията импулс или функция с двоен импулс, от която шевовете ще станат още по-добри.
| Дебелината на детайла, мм | Диаметърът на волфрамовия електрод, mm | Диаметър на лентата, мм | Сила на тока, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
мед
В течно състояние той реагира с водород, което води до образуването на големи пори. Тук можете да използвате постоянен или променлив ток, но само с обратна полярност. Препоръчва се също да увеличите потока на аргон от 1,5 до 2 литра в минута. В този случай не се изисква тел за пълнене, тъй като металът е течен, а краищата се стопят достатъчно, за да образуват здрава фуга. Вместо волфрамов електрод си струва да се използва графитен, също класифициран като неразходен.
| Тип електрод | Дебелината на детайла, мм | Диаметър на електрод, мм | Сила на тока, A | Дължина на дъгата, мм |
|---|---|---|---|---|
| графит | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| покрит | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Титан
Активен материал, който реагира с околния въздух. Заваряването се извършва на повишено захранване с аргон за защита на заварения басейн. За разлика от мед и алуминий, титанът има ниска топлопроводимост. За да се осигури надеждна връзка на страните, ръбовете на шева ще трябва да бъдат укрепени с допълнителни шевове. При работа с детайли, по-дебели от 1,5 мм, се използва титанов пълнител.
| Дебелината на детайла, мм | Диаметър на електрод, мм | Диаметър на проводника, мм | Сила на тока, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Сега, след като проучихте характеристиките на избора на устройства за аргонно-дъгово заваряване и разгледайки рейтинга на най-добрите модели, можете да изберете инвертор, който да изпълнява задачите ви в частен цех или в производство.








