How to choose a welding machine for aluminum
Even experienced welders, for the first time encountering aluminum joining in a manual arc manner, often experience frustration with weld quality. If you needed to work regularly with such a "moody" metal, then our article will help you choose a welding machine for aluminum, which will create high-quality tight seams.

Features and difficulties of aluminum welding
Aluminum welding may be needed to seal a crack in the engine oil pan or gearbox pan. Often the frozen block of the engine cooling jacket is repaired this way. Devices for welding aluminum are in demand in the chemical and food industries, the manufacture of containers, collectors, filters and other products.
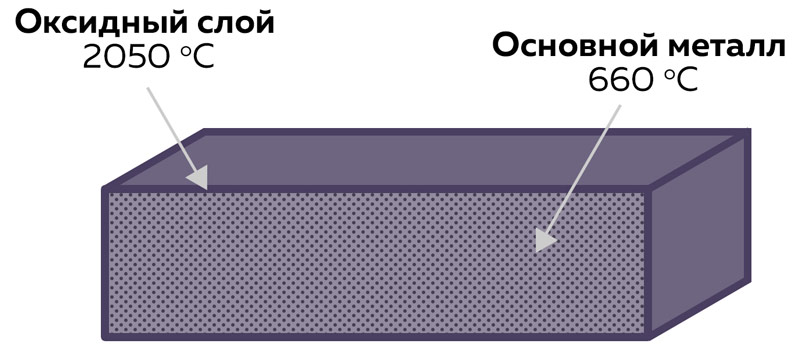
But aluminum and its alloys AlMn, AlSi, AlMg are worse welded due to the main feature - the presence of a refractory oxide layer on the surface. Its melting point is 2044 degrees, while the metal under it flows after 660 degrees. This is the main problem, since a small current strength is not able to melt the outer layer, and the filler metal lies on the surface. A large current leads to through burns. Therefore, classical technologies for aluminum welding are not suitable.
Among other difficulties in working with this metal are the following:
- Small difference between melting point and solidification. Aluminum becomes fluid at 660 degrees. But if he is allowed to cool only 15-20º C, then he already begins to crystallize. An apparatus for welding aluminum is required, which can maintain a working current in such a range that a seam can be formed.
- Increased thermal conductivity. Heat spreads through aluminum 5 times faster than mild steel. The weld pool cools down quickly, and the part can significantly warp over a large area, even from a small seam.
- Preservation of color in a molten form. When welding ferrous metals, it is easy for the welder to control the state of the weld pool and the amount of filler supplied, since it becomes dazzling white, in contrast to red slag. Aluminum does not change color in liquid form and it is more difficult for a welder to visually understand how a seam is formed.
- Increased shrinkage. After cooling, the deposited metal rollers can sag significantly, which forms pits in the seam and re-surfacing will be required from above.
- Interaction with the environment. Upon contact with ambient air, aluminum evaporates hydrogen, which leads to large pores in the weld structure. The pressure of water or other liquid will not withstand such a connection. It is necessary to protect the weld pool from external gases.
- Increased fluidity. In the molten state, aluminum is similar to water - it is more difficult to direct liquid metal with a burner, especially when maintaining a seam in an inclined plane. This also leads to accelerated through burns.
The first seams for novice aluminum welders are always bad. Gradually, the problem is solved by training in practice. But the paramount importance is played by the correct choice of a welding machine designed for joining aluminum.
Which machine is best suited for aluminum welding
Since coated electrodes with an aluminum core exist on the market, it seems that the cheapest way to weld this metal is manual arc welding with an inverter. But in reality, MMA welding on aluminum will only allow you to connect the two sides of the metal with the droplets of the additive superimposed on top.
A durable and tight seam will not work here.For a good connection, you will need a welding machine for welding aluminum with MIG or TIG modes. Each of them has its own characteristics, which should be considered when choosing.
Using MIG / MAG welding machines for aluminum
MIG welding is the use of semiautomatic devices in which the welding wire is continuously fed through the channel directly into the torch. The second cable with clip is attached directly to the product. Shorting the wire to the surface of the workpiece leads to the excitation of an electric arc. In parallel, gas from the nozzle isolates the weld pool from the external environment.


pros
- high welding speed;
- good visibility of what is happening in the weld pool;
- the second hand of the welder is free to support the workpiece or to stay at a height;
- You can create continuous long seams;
- after the end of the process there is no slag crust.

Minuses
- The high cost of the equipment itself. There is still additional costs for shielding gas (a mixture of argon and carbon dioxide).
- The aluminum filler wire is thin and flexible, so it is very “walking” and it is more difficult for the welder to guide it.
- If it is often required to alternate welding of ferrous metals and aluminum with one semiautomatic device, then the change of the steel channel in the torch to the Teflon takes a lot of time.
- The seam from a semiautomatic device on aluminum is heterogeneous in width. If it is located on the front side of the workpiece, then subsequent mechanical stripping is needed.
What functions should semiautomatic devices for aluminum have?
You can connect aluminum not by any semiautomatic devices. Welding equipment should have the following functions:
Hot start. This function is called “Hot Start”, because it allows you to impose a high-quality seam from the first millimeters of the connection. To do this, a high idle rate (80-90 V) is maintained on the wire, and the current is first supplied slightly above the main one.
For aluminum, this is useful for quick heating of the surface and destruction of the oxide. Due to this effect, the seam begins to form immediately, without sticking the additive rollers from above. On professional devices, you can adjust the setting of the "Hot Start" to determine how hot it will be.
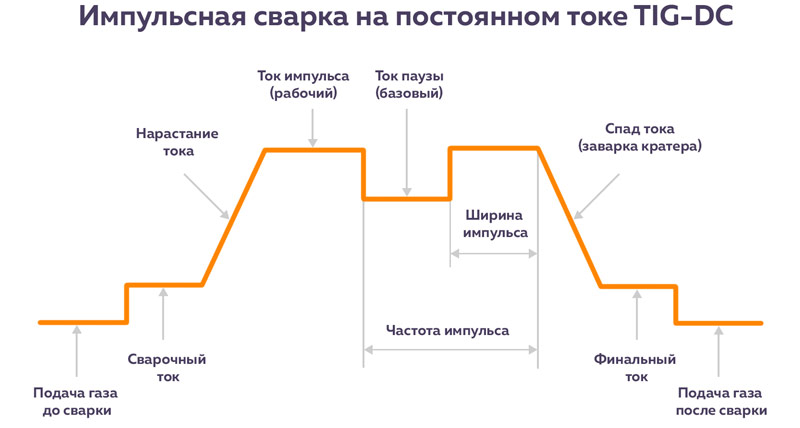
Pulse. This function does not produce an even base current, but rather contributes to its alternation. The result is the amplitude where the current rises to the working pulse, and then a pause with a decline. At the moment of peak voltage, the oxide melts, and during the pause period, quiet fusion of the filler metal with a minimum amount of spray is ensured.
On professional semiautomatic devices, you can adjust both the pulse frequency and its length, which allows you to adjust the welding depending on the thickness of aluminum and the type of alloy. The function is relevant especially for thin metals to avoid overheating of the surface and the formation of through holes.
Dable Pulse. Doubles the previous effect. In addition to the amplitude alternating between the base and main current, there is an oscillatory increase and decrease in the peak current. Such a function further improves the quality of aluminum welding up to the drip transfer of metal. Minimal heat input prevents overheating of the workpiece and deforming it. The seams are thin but deep, and the welding speed increases.
The use of TIG machines for welding aluminum
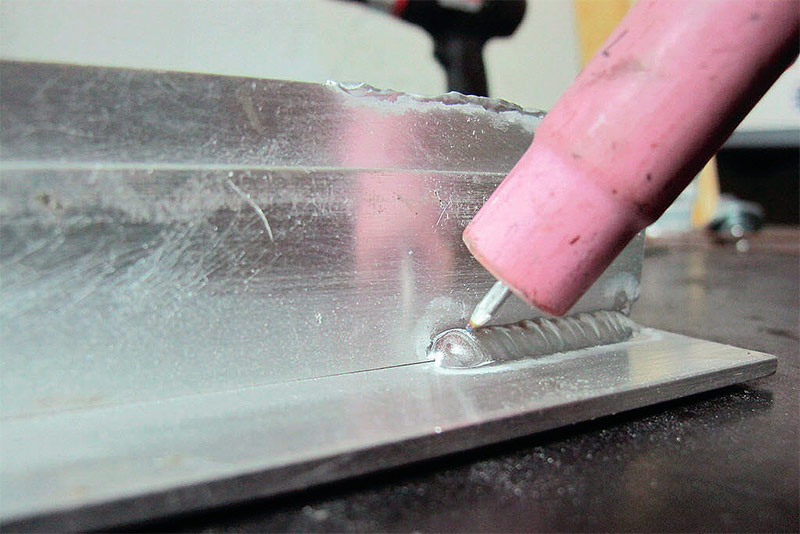
TIG welding of aluminum is carried out using an inverter that produces alternating current.
A welder has a tungsten electrode burner in one hand. Her touch on the surface of the part to which the mass is connected leads to the formation of an electric arc. Tungsten does not melt, so the length of the electrode does not change. For welding aluminum, a round form of sharpening the rod is used.
In the second hand of the welder, a filler wire is fed into the weld pool to increase the height of the seam and give strength to the connection. Argon shielding gas escapes from the burner, preventing contact with external air.

TIG advantages for aluminum welding
- the seam is tight and tight;
- no machining required;
- there are no pores in the structure;
- narrow seams 2-3 mm wide can be made.
Cons TIG for welding aluminum
- increased consumption of funds for filler wire and gas;
- low welding speed;
- high cost of equipment;
- only short seams can be created;
- the needle is quickly sprayed and its shape needs to be corrected;
- when welding sheet aluminum 1-2 mm thick, a substrate is required to prevent dips in the heated metal.

The quality of the seams that can be obtained when welding aluminum using TIG welding.
What functions should TIG inverters for aluminum have?
Although any inverter can be equipped with a torch for TIG welding, it is possible to connect aluminum with a high-quality argon-arc method only if the following functions are available:
Pulse. It plays the same role as in the semiautomatic device. Reduces heat input and prevents burn-out of fluid material. Professional devices support setting the pulse wave. The square wave gives deep penetration and high speed of the process. Triangular makes it easy to weld thin sheets of aluminum with minimal heat transfer. The rounded wave makes it easy to control the weld pool for even penetration of critical joints. Sinusoidal gives a soft arc with a wide grip of the weld pool, but not deep penetration.
Pre and post gas. Starts for 2 s a preliminary purge of the shielding gas in order to displace the ambient air from the point of welding start. It supplies argon after interrupting the arc for 3-10 seconds, allowing the weld pool to crystallize normally without oxygen.
Switching to alternating current. TIG welding with an inverter is possible only on alternating current. To do this, it is mandatory that the designation of the device must be marked AC / DC.
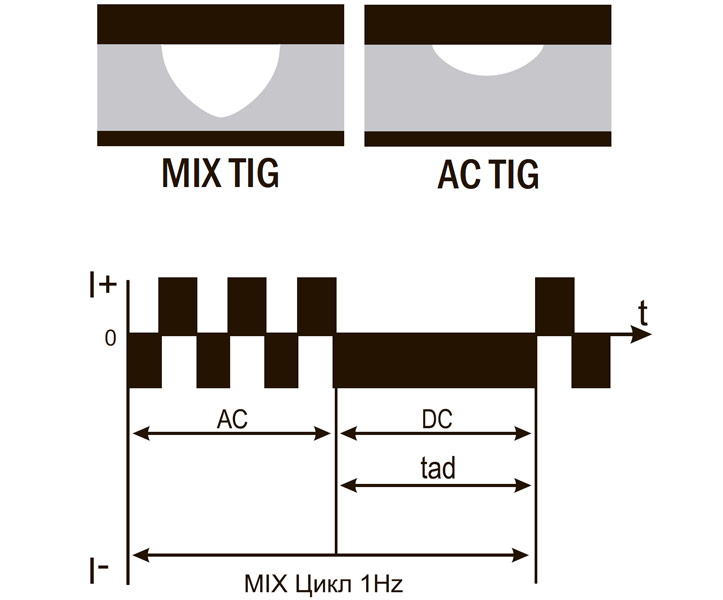
MIX TIG. This mode alternates the effect on the material of direct and alternating current. First, AC enters into operation, which destroys the oxide film by its frequency. Then it is replaced by DC, providing deep penetration with an even distribution of filler metal. This function is especially practical when you want to connect aluminum with a thickness of 2 and 7 mm to each other.
Balance adjustment. Allows you to set the frequency of the automatic change of voltage polarity, which, if positive, prolongs the life of the tungsten electrode and increases the penetration depth, and if the indicator is negative, it reduces heat input and protects against burns and deformations.
Having studied the requirements for aluminum welding machines, you can easily select welding equipment for your workshop, workshop or garage.








