Argon arc welding: the principle of work, how to choose, the best machines
Unlike the MMA method, argon welding allows you to create more accurate seams that do not need to be cleaned. Even this method can connect up to eight types of metals. Our article will help you choose a welding machine for argon-arc welding, so that it is suitable for your needs, and will show the rating of already tested models that have positive reviews, as well as welders like their characteristics.

The selection of goods was carried out on the basis of reviews, opinions and ratings of users posted on various resources on the Internet. All information is taken from public sources. We do not cooperate with manufacturers and trademarks and do not call for the purchase of certain products. The article is for informational purposes only.
The principle of operation of argon arc welding
In the international designation, the argon-arc method has the abbreviation TIG. It is actively used in manufacturing and in workshops. With it, cracked car parts are connected (oil sumps, engine cooling blocks), collect containers for the food and chemical industries, stainless steel towel rails, collectors, filters for liquids are made, etc. In the garage, such a device can successfully carry out body repairs or produce small products.
The principle of argon welding is to connect metals with an electric arc in an inert gas environment. For the process, you need a current source that lowers voltage and increases amperage. Current is supplied to a burner equipped with a tungsten electrode. It is non-consumable, so it is easier for the welder to control the length of the arc, which should be 2-5 mm. The mass cable connects to the product.
Touching the end of the tungsten needle to the part excites an electric arc. For thin seams, transverse vibrations are not required - the electrode runs smoothly, from right to left along the seam line, the joint surface is smooth as a mirror. If there is a gap between the parts or it is necessary to expand the boundaries of the seam, then when leading the torch, the welder makes minor vibrations on the sides, stretching the weld pool. This contributes to the formation of small scales.

Argon arc welding process.
The temperature of the arc ranges from 2000 to 5000 degrees, depending on the current strength. This allows melt the edges of the metal and connect it with a thin seam. To strengthen the design, a filler wire is used, which is fed by the second hand of the welder into the weld pool. So, you can increase the height of the roller, give the seam a scaly shape, and even perform metal surfacing for subsequent machining (grooving on a lathe, grinding).
Inert gas argon is used to protect the weld pool from the external environment. It is supplied from the cylinder to the burner and displaces ordinary air. This eliminates the formation of pores in the weld structure. The connection is tight and durable. In parallel, the protective gas cools the tungsten electrode and the ceramic nozzle so that they do not overheat. At the final stage, when the arc is extinguished, argon helps to solidify the seam.
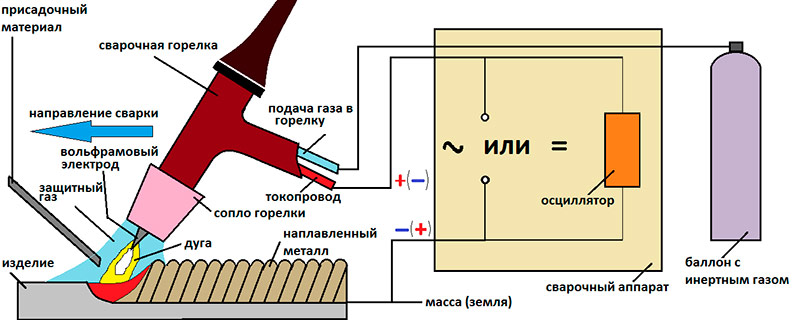
Scheme of the argon arc welding process.
Pros and cons of the TIG method
The TIG method has clear advantages over other welding methods, but working with an argon welding machine has several disadvantages that you need to be prepared for when choosing this welding method.

Advantages of the TIG Method
- local heating eliminates serious deformation of the product;
- a thin tungsten needle allows you to create narrow, neat seams;
- it is possible to conduct welding with and without an additive, affecting the height of the roller;
- the connection is obtained without a slag crust on top;
- in most cases no subsequent
- mechanical restoration;
stainless steel and non-ferrous metals can be welded; - seams are tight and withstand high pressure;
- no metal spatter sticking to the surface.

Cons of the TIG Method
- connection speed is inferior to MIG;
- burner cap interferes with work in hard-to-reach places;
- ceramic nozzle slightly limits the visibility of the weld pool;
- the quality of the seam depends on the user's skills (immediately take and cook, as it doesn’t work out semi-automatically);
- it is necessary to constantly feed the additive with the second hand and control its length (when welding, the wire length is quickly reduced, and long pieces are inconvenient to hold in your hands,
- as they “walk”);
- tungsten electrodes are more expensive than coated;
- additional costs for argon;
- it is impossible to weld parts on a street with high winds (argon is blown away and the weld pool remains unprotected).
How to choose the equipment necessary for work
Equipment for argon arc welding should be selected based on the upcoming tasks and their volumes. Otherwise, you can buy a too weak unit, or vice versa overpay for the potential that remains unused. First, let's talk about choosing a current source.
How to choose a welding machine for TIG welding
An argon welding machine is an inverter connected to a 220 or 380 V network, which several times converts current from alternating to direct, increasing its frequency. Inside, several transformers, diode bridges and a key board are used. All this contributes to a low weight of 4-30 kg and high quality seam.
If you need an apparatus for welding in a garage, then choose a model of 220 V. For production, it is optimal to 380 V. A weight of 4-8 kg is useful for outdoor activities and work at heights, as well as with voluminous structures. In stationary use, the weight does not matter. Pay attention to the following parameters and equipment options when choosing an inverter for argon welding.

Argon welding apparatus and necessary equipment.
Type of metal and welding current
The inverter outputs a direct current at the output. This allows excellent welding of black steels, stainless steel, cast iron, copper and even titanium alloys.
If your workshop only works with these metals, then choose any argon device with a DC value.
But to connect aluminum and its alloys with such a device will not work. The difficulty is an oxide film, which has a melting point in excess of 2000 degrees, although the metal itself becomes fluid after 660 degrees. For welding aluminum, a universal AC / DC inverter is required, which can be switched to alternating current. Due to this, oxide on the surface is easily destroyed, and the base metal is not burned from the high temperature of the arc.
If you have a service station or activity associated with aluminum containers, then look for an argon apparatus with the designation AC / DC.
| D.C | Alternating current |
|---|---|
| Different types of steels | Aluminum |
| Stainless steel | Magnesium Alloys |
| Cast iron | - |
| Copper | - |
| Titanium alloys | - |
Welding current range
The current strength range (A) determines how thick the workpieces will work. Here, both the upper and lower indicators are important. The average calculated value is 35 A for each 1 mm of metal thickness. For example, if you weld pipes and profiles whose wall section does not exceed 2 mm, then 70 A. will suffice. An argon apparatus with a maximum value of 160 A will cover any welding requirements for workpieces with a thickness of up to 4 mm. When it is required to join workpieces of 5-7 mm with argon welding, then choose an inverter with a maximum of 200-250 A.
The minimum value to which current can be lowered affects the ability to weld thin metal. For example, there are argon devices with a lower threshold of 5 A. This is enough to brew a tin with a cross section of 0.6 mm. Models with a lower rate of 20-30 A are not capable of this.
| Type of metal | Metal thickness mm | Current type | Current ¸ A |
|---|---|---|---|
| Steel alloys | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Aluminum | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Pulse mode
Choosing an argon apparatus with such a function is necessary for even better welding of thin metals. Pulse mode involves alternating welding current and pause. This reduces heat input, completely eliminates deformation and warpage of the part. The pulse change frequency can be adjusted, which determines the welding speed. This mode is also in demand when aluminum is combined, since a high current destroys the oxide, and a decrease in power during a pause prevents the base metal from being burned.
Intensity of use (duration of inclusion)
In another way, this parameter is called the duration of the inclusion and is indicated as a percentage. For example, with a 40% PV argon apparatus, 4 out of ten minutes will work. If you use it more often, it will overheat and the protection will work. The equipment will shut down forcibly until it is completely cooled. When there are a lot of preparatory processes in work, stripping, cutting of blanks, then a PV of 40% is enough. The inverter will have time to cool down during such pauses. If the welder works continuously, and all the preparatory processes are performed by others, then a more productive apparatus with a duty cycle of 80 or 100% is required. Then the work will not be idle.
But the switching duration is measured at the maximum current, so the model has 300 A with a 60% PV, with a decrease in the welding current to 200 A, the PV will be 100%. So when determining the intensity of use, it is still worth considering what operating current is needed for everyday tasks.
Additional functions
Argon arc welding machines can be equipped with some functions that facilitate the process or increase the quality of the seam. Of course, the wider the capabilities of the equipment, the more expensive it is, so you should think about how much each function is needed in a particular case.
Here are the most common ones:
- Gas purge time. In the apparatus, you can adjust the time of preliminary and post purge with argon. At the beginning of the process, this helps to remove ambient air from the arc excitation zone. In the end, this helps crystallize the weld pool and cool the electrode. The longer the metal cools, for example aluminum, the longer the purge should be (up to 7 s).
- High-frequency ignition. Any inverter can be equipped with a valve torch so that they can perform TIG welding. But to excite the arc, you need to touch the tip of the electrode on the product to which the mass is connected. In models with high-frequency ignition, an oscillator is used, which punches a voltage of up to 10 mm through air voltage. This helps to start welding without touching, simply by raising the torch. There are fewer marks on the surface of the product, and the electrode has to be sharpened less often.
- Crater welding. This is a gradual decrease in the amplitude of the welding current, which helps to eliminate a point on the "lock" of the seam. Such a function is important when welding pipes and containers under water and other liquids, as well as when working with thin sheets of 0.6-1.0 mm.
- Water cooling. In devices for argon welding, a pump can be installed that pumps antifreeze through the cable channel to the burner. This contributes to the accelerated heat removal from the ceramic nozzle and electrode, prolonging the time of continuous operation. The function is needed where high currents of 250-400 A are used and continuous operation of the equipment is needed.
Additional equipment necessary for work
For argon arc welding, in addition to the current source, you will need a cable with a torch. Most often, it comes complete with equipment, but with premium models EWM, Lincoln Electric and others, it can be sold separately.
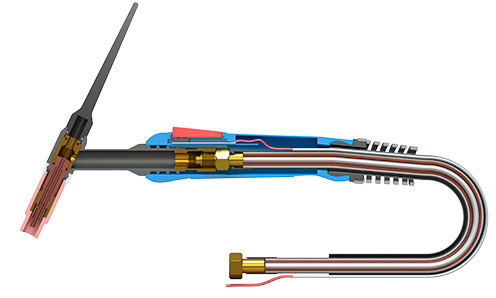
Section torch for argon-arc welding.
The burners are of the valve type (gas supply is opened by the valve on the burner) and with button control (pressing the button on the burner starts gas and current). The length of the sleeve 2-5 m is selected depending on the required mobility of the welder and the size of the assembled structures.

Torch for argon arc welding of valve type.

Torch for argon-arc welding with push-button control.
An inert gas cylinder is required for welding. If you have to work periodically, then it’s enough to buy a 10 liter cylinder, which does not take up much space and is easy to take in the trunk for refueling. The same option is practical when traveling work. With constant stationary activity in the workshop or in the production, a large 150 liter cylinder is chosen.

Inert gas cylinder for argon arc welding.
The cylinder needs a reducer with high and low pressure gauges, as well as a hose connecting the cylinder to the inverter. Using a high pressure gauge, the welder monitors the remainder of the gas, and with a low pressure, sets the argon flow rate in the burner.

Pressure gauge reducer and hose.
For welding, tungsten electrodes are needed. They come with a blue, golden, red or green tip for different types of metals. The most versatile is the blue color of the tip. The diameter of the electrode 1.6-4.0 mm is selected depending on the requirements for the width of the seam, the depth of smelting and the maximum current strength.

Electrodes for argon arc welding.
Argon welding can be performed without an additive, if the parts are tightly fitted together, and the structure does not have a strong mechanical load. In other cases, filler wire of the same material as the main metal being welded is used.

Filler wire for argon arc welding.
Video. What is argon welding and how to choose a device for argon arc welding
The best argon welding machines
Having considered the criteria for choosing equipment for argon welding, we will move on to specific models that have received positive reviews from welders.
Best DC Argon Arc Welding Machines
To weld ferrous metals, stainless steel and copper, inverters that produce direct current are used. Here is a ranking of the best models from this category.
RESANTA SAI-230 HELL (TIG, MMA)
In first place is the Resanta SAI-230 inverter. The argon apparatus is capable of operating from a 170-242 V network and produces a direct current of 10-230 A. At maximum performance, the on-time is 70%, which allows it to be used not only for domestic needs. In addition to TIG welding, the equipment supports MMA mode, for which there is a switch on the front panel. This is convenient where alternating neat argon welding and cutting with coated electrodes is required. Model weighs 11 kg. A torch and ground cable are supplied. The manufacturer issues a 2 year warranty on it.

Pros RESAI SAI-230 HELL (TIG, MMA)
- High power 230 A for 6 mm penetration.
- Shoulder strap for carrying.
- Contactless ignition when using a burner with an oscillator (there is a connector for connecting control from the burner);
- The current drops to 10 A for welding sheet material 0.8 mm.
- The iron casing withstands the harsh construction conditions for a long time.
- Attractive price.
- Reliable connectors.
Cons RESAUT SAI-230 HELL (TIG, MMA)
- There is no display for visual control of settings.
- Dismantle the housing for dust blowing for a long time.
- There is no rigid handle to rearrange the device in place.
- When working in a humid room, transistors quickly deteriorate.
- Judging by the reviews, welders do not have enough cable lengths.
Conclusion. This device for argon-arc welding is notable for the presence of a second “twist” for adjusting the inductance of the arc. This allows you to control the penetration depth and height of the weld leg. The function is useful for welding critical structures, especially corner and tee joints.
Svarog REAL TIG 200 W223
Further in the rating is an argon inverter from Svarog. The device is made in an iron case and has a display for fine adjustment of current strength.The connectors on the front panel are designed for connecting a torch with push-button control of gas and voltage supply. A separate toggle switch, you can select the MMA or TIG mode. The inverter is capable of operating from a mains with a reduced indicator of 160 V. The range of adjustment of the welding current is 10-200 A. At a maximum, the PV is 60%. The equipment weighs 7 kg and has dimensions of 42x16x31 cm. Air cooling is provided. The model supports working with electrodes 1.6-3.2 mm in diameter.

Pros Svarog REAL TIG 200 W223
- There is a digital screen for precise setting of the number of amperes.
- The metal corners of the body are covered with rubber.
- Designed to connect a burner with full button control.
- There is a handle for moving in place.
- Compact dimensions of 42x16x31 cm simplify transportation and storage.
- Low power 4.83 kW allows argon welding from a gas generator.
- Safe open circuit voltage 56 V.
- No spatter when welding.
Cons Svarog REAL TIG 200 W223
- The power button is displayed at the rear, which is not convenient for all welders.
- The “Hot start” and “Anti-stick” functions in MMA mode do not work in practice (just a marketing move).
- There is no adjustment of the preliminary gas supply.
- Flimsy burner in appearance.
Conclusion. This argon-arc welding machine is distinguished by the presence of post-gas purge time adjustment. The function is useful when working with cast iron and copper to ensure gradual cooling and to prevent the reaction with carbon, which creates pores. The purge interval is adjustable from 2 to 10 seconds. The manufacturer also gives a 5-year warranty on this device, which users like in reviews.
Quattro Elementi B 225 (TIG, MMA)
This category is completed by goods from the Italian manufacturer. The argon welding machine is designed to connect metals up to 6 mm thick. It has a working current range of 10-225 A. When connected to a network, it consumes 7.8 kW. The use of electrodes of 1.6-5.0 mm is allowed. You can switch to the MMA mode, which is supplemented by the functions of "Anti-stick" and "Hot start". The turn-on time is 80% here, but if you reduce the current strength from 225 to 180 A, then the indicator becomes 100%. For power, a voltage of 170-260 V.

Pros of Quattro Elementi B 225 (TIG, MMA)
- There are loops for attaching a shoulder strap.
- Two MMA modes and
- Digital screen for accurate current setting.
- Touch button switch modes.
- Amperage can be reduced to 10 to weld sheet metal 0.6-1.0 mm.
- With a current strength of 180 A, the PV is 100%.
- If the voltage drops, then cooking "twosome" will work anyway.
- All parameters correspond to the declared.
Cons Quattro Elementi B 225 (TIG, MMA)
- Pulls a lot of dust into the body.
- Only valve burners are available.
- The power button is located on the back.
- An argon burner needs to be purchased - only the cable and holder for the RDS are included.
Conclusion. Although this inverter is capable of argon cooking only with a valve torch, it is especially easy to touch the arc, since the open circuit voltage is 85 V. The argon device is also allocated with a weight of 5.5 kg, which makes it better suited for carrying on the shoulder during high-altitude work or welding along a long construction.
The best universal apparatus for argon arc welding DC / AC
If you periodically need to weld aluminum, then choose devices with the ability to switch direct current to alternating current. Such a function is indicated in the name by the designation AC / DC. Here are the best models in this category.
Aurora PRO INTER TIG 200 AC / DC PULSE
This is a Chinese argon apparatus with high-quality assembly. The model is powered by a single-phase network and produces 5-200 A. It is equipped with cables with a cross-section DX50. The open circuit voltage is 44 V. There is air cooling. PV at maximum reaches 60%. The device can be operated at an ambient temperature of -20 to +50 degrees.All electrical wiring is made with insulation class F. As an option, the remote control can be connected.

Pros Aurora PRO INTER TIG 200 AC / DC PULSE
- Large housing with numerous cooling holes.
- High-quality assembly.
- It cooks stainless steel and copper well.
- There is almost no drawdown of the mains voltage.
- There are two hard handles for transportation.
- Numerous settings for increasing and fluctuating current strength.
- Low load on the network 4.5 kW.
- Contactless ignition of the electrode.
Cons Aurora PRO INTER TIG 200 AC / DC PULSE
- To change the weight of 20 kg, effort is required.
- It is not always easy to find a place to place in a small garage
- In MMA mode, afterburner does not work.
- All additional functions are not displayed on the screen - blind adjustment.
- Only one burner cap included.
- No crater brewing function.
Conclusion. The inverter for argon welding is notable for the presence of 4T mode. This allows you to turn on the welding and not keep the button pressed on the torch. The mode is practical for long seams during welding of flanges or manufacturing containers. Another manufacturer provides a burner with a 4 m hose package, which is useful when creating large structures. The pulse function helps to connect thin sheets of stainless steel and aluminum without warping.
BRIMA TIG-200P AC / DC
Another worthy product from a German manufacturer. The argon device is assembled in China, but judging by the reviews, it is simple and reliable as an AK-47 assault rifle. The inverter generates a current strength of 10-200 A, while consuming 5 kW. Suitable for connecting to a single-phase network. PV at maximum current reaches 60%. The professional model is air-cooled. Idling - 56 V. It is equipped with a burner with a tungsten electrode and non-contact ignition.

Pros of BRIMA TIG-200P AC / DC
- Connectors for professional burners with non-contact ignition.
- Tough handles.
- Digital display.
- Overload and overheat protection.
- Supports two modes of welding TIG and MMA.
- There are settings for the formation of the arc.
- Low load on the network of 5 kW.
- Low noise.
Cons BRIMA TIG-200P AC / DC
- Weight 25 kg makes transportation difficult.
- Large sizes 50x35x36 cm.
- If the protection has worked, it will not turn on for 30 minutes (all work stops).
- Weak ground terminal - may burn out after 2 months of active use.
- "Negative" cable 2 m long.
Conclusion. This inverter has ample customization options that will come in handy for a professional welder in a workshop or workshop. The gas pre-purge time is set from 0 to 2 s. Postgas can be from 2 to 10 s. The welder chooses the length and frequency of the pulse. At the end of welding, you can select a value for reducing current by 10 A to avoid a fistula in the "lock". All this is suitable for the production of critical structures, which subsequently even pass inspection by a flaw detector.
Features of welding various metals
When argon welding of any material, you need to learn a few rules. The gap between the electrode and the surface should be 2-5 mm. Keep the burner at an angle of 45 degrees. Usually it is held with the right hand, and filler wire is served with the left. Do not touch the end of the needle with the additive - the electrode will get dirty, the arc will deteriorate, tungsten can ionize into the weld pool. Additive is supplied to meet the burner. Formed seam should be left behind, and hot gas should escape to the still unconnected sides of the workpiece.
When welding some metals, there are additional rules that a novice argonder should know.
Aluminum
Here the barrier is a refractory oxide on top. To destroy it, use alternating current of reverse polarity. This contributes to the heating of the surface without overheating of the electrode. Alternating voltage alternates the process, preventing the workpiece from being excessively melted to form a burnout. The pulse function or double pulse function is especially useful, from which the seams will become even better.
| The thickness of the workpiece, mm | The diameter of the tungsten electrode, mm | Bar diameter, mm | Current strength, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
Copper
In the liquid state, it reacts with hydrogen, which leads to the formation of large pores. Here you can use direct or alternating current, but only with reverse polarity. It is also recommended to increase the flow of argon from 1.5 to 2 liters per minute. In this case, filler wire is not required, since the metal is fluid and the edges melt enough to form a strong joint. Instead of a tungsten electrode, it is worth using a graphite one, also classified as non-consumable.
| Type of electrode | The thickness of the workpiece, mm | Diameter of an electrode, mm | Current strength, A | Arc length, mm |
|---|---|---|---|---|
| Graphite | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| Coated | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titanium
Active material that reacts with ambient air. Welding is carried out on an increased argon feed to protect the weld pool. Unlike copper and aluminum, titanium has a low thermal conductivity. To ensure a reliable connection of the sides, the edges of the seam will need to be strengthened with additional seams. When working with workpieces thicker than 1.5 mm, a titanium filler wire is used.
| The thickness of the workpiece, mm | Diameter of an electrode, mm | Wire diameter, mm | Current strength, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Now, having studied the features of choosing devices for argon-arc welding and considering the rating of the best models, you can choose an inverter to perform your tasks in a private workshop or in production.








